

1. 서 론
2. 통계분석 알고리즘 프로그램
2.1. 피어슨 상관관계 분석 방법
2.2 사분위수 기법을 활용한 유압시스템 안전성 모니터링
3. 동시 인상이 가능한 3D 콘크리트 프린팅
3.1 자동화 동시 인상 시스템
3.2 동시 인상이 가능한 3D 콘크리트 프린팅
4. 동시 인상 3D 콘크리트 프린팅 성능 분석
4.1 3D 콘크리트 프린팅 축소모델
4.2 3D 콘크리트 프린팅 시편
4.3 실험 조건 및 방법
4.4 실험 결과 비교・분석
5. 결 론
1. 서 론
국내의 건설 산업은 1970년 이후에 급속도로 성장하였으며, 이와 동시에 다양한 사회 기반 시설물들이 많이 건설되었다. 최근에는 사회 기반 시설물의 고령화가 진행되고 있으며, 30년 이상 된 시설물이 약 9.3%를 초과할 것으로 예측하고 있다. 노후화된 교량은 효율적인 유지관리 시스템을 활용하여 유지보수를 수행하고 있으나, 작업자의 숙련도와 환경에 따라 구조물 이탈, 전도 등이 발생할 수 있어, 자동화 구조물 인상 시스템에 관한 연구가 많이 수행되고 있다(Kim et al., 2022b).
자동화 구조물 인상 시스템은 구조물 유지보수뿐 아니라 최근 많은 연구가 수행되고 있는 3D 콘크리트 프린팅(3D concrete printing)에 활용이 가능하다(Zhang and Sanjayan, 2023). 3D 콘크리트 프린팅은 기존의 시공 방법과 달리 3D 프린터(3D printer)가 콘크리트를 출력하며 다수의 층(layer)을 적층하는 기법이다. 출력 시간이 짧고 거푸집을 사용하지 않으므로 공기를 단축할 수 있고, 작업자가 적게 요구되어 효율적인 시공 방법이나, 3D 콘크리트 프린터의 규모에 따라 출력할 수 있는 구조물의 크기가 제한될 수 있다(Liu et al., 2023). 큰 규모의 구조물 출력 시 구조물보다 큰 3D 콘크리트 프린터가 요구되므로 효율적으로 큰 규모의 구조물을 출력하는 방안이 요구되나, 3D 콘크리트 프린터에 인상 시스템을 적용한 사례는 전무하다.
본 연구에서는 3D 콘크리트 프린터를 인상하며 콘크리트를 출력할 수 있도록 동시 인상이 가능한 3D 콘크리트 프린팅 기법을 개발하였다. 3D 콘크리트 프린터 인상 시 거리 측정 센서로 측정되는 인상량과 유압시스템의 압력을 분석하는 시스템을 인상 시스템과 연계하였고, 이를 3D 콘크리트 프린팅에 적용하였다. 프로그램을 통해 실시간으로 입력되는 인상량 및 압력을 분석하여 안전하고 정밀한 인상이 가능하며, 3D 콘크리트 프린팅의 출력 품질을 유지할 수 있다. 또, 3D 콘크리트 프린터를 인상하며 콘크리트 출력이 가능하므로 기존 장비의 규격보다 더 큰 구조물을 출력할 수 있다. 동시 인상이 가능한 3D 콘크리트 프린팅의 성능을 분석하기 위해 축소모델을 제작하였으며, 기존 3D 콘크리트 프린터로 출력한 콘크리트 시편과 동시 인상이 가능한 3D 콘크리트 프린터로 출력한 콘크리트 시편을 각각 출력하여 비교・분석하였다.
2. 통계분석 알고리즘 프로그램
2.1. 피어슨 상관관계 분석 방법
본 연구에서는 피어슨 상관관계 분석 방법을 구조물 인상 지점 선정에 활용하였다. 피어슨 상관관계 분석 방법은 연속적인 변수 간의 선형관계를 계량화하여 피어슨 상관계수(pearson correlation coefficient)로 나타내 변수를 분석하는 방법이다. 이는 공학 분야뿐 아니라 금융, 의학 등의 다양한 분야에서 활용되고 있다(Jung et al., 2019, 2021). 피어슨 상관계수는 변수 간의 공분산을 표준편차의 곱으로 나누어 계산하며, 식 (1)과 같다.
여기서, 는 피어슨 상관계수, 는 공분산, 는 각 변수의 표준편차, 는 각 변수의 수치, 는 각 변수의 평균값을 의미한다. 피어슨 상관계수는 -1과 1 사이의 값을 가지며, 1에 가까울수록 강한 양의 선형관계를, -1에 가까울수록 강한 음의 선형관계를 나타낸다. 0에 가까울수록 두 변수는 선형적으로 관계가 적음을 뜻한다.
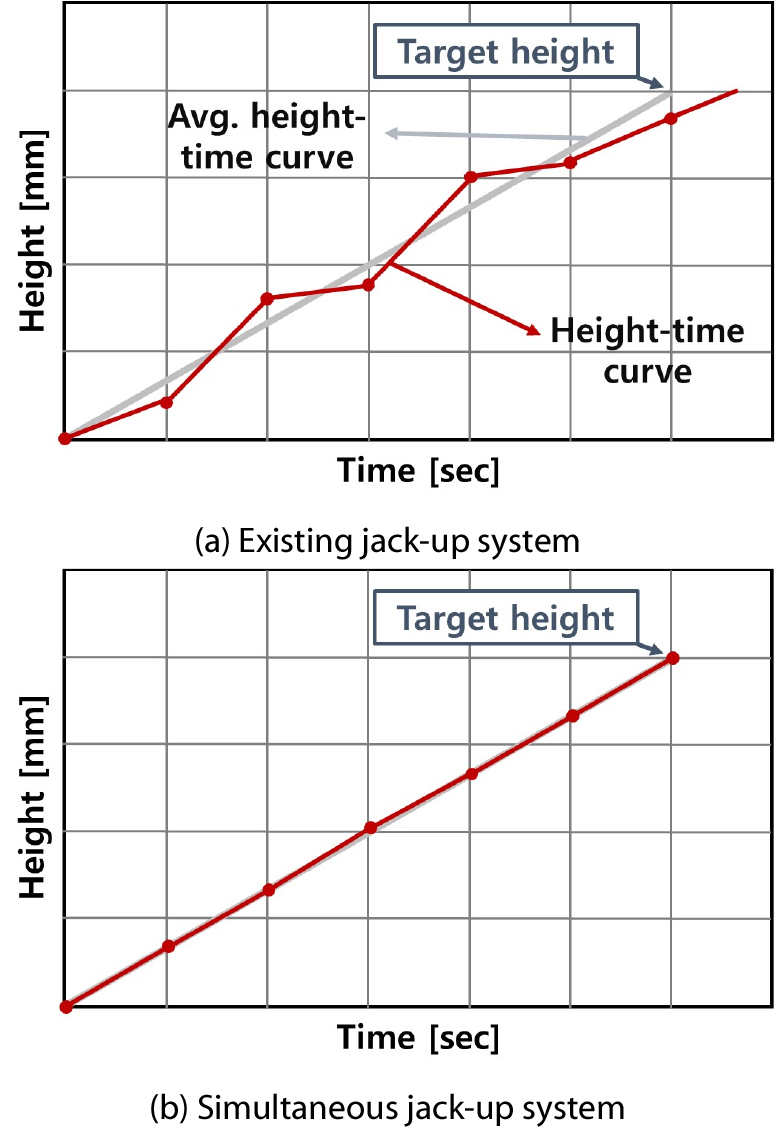
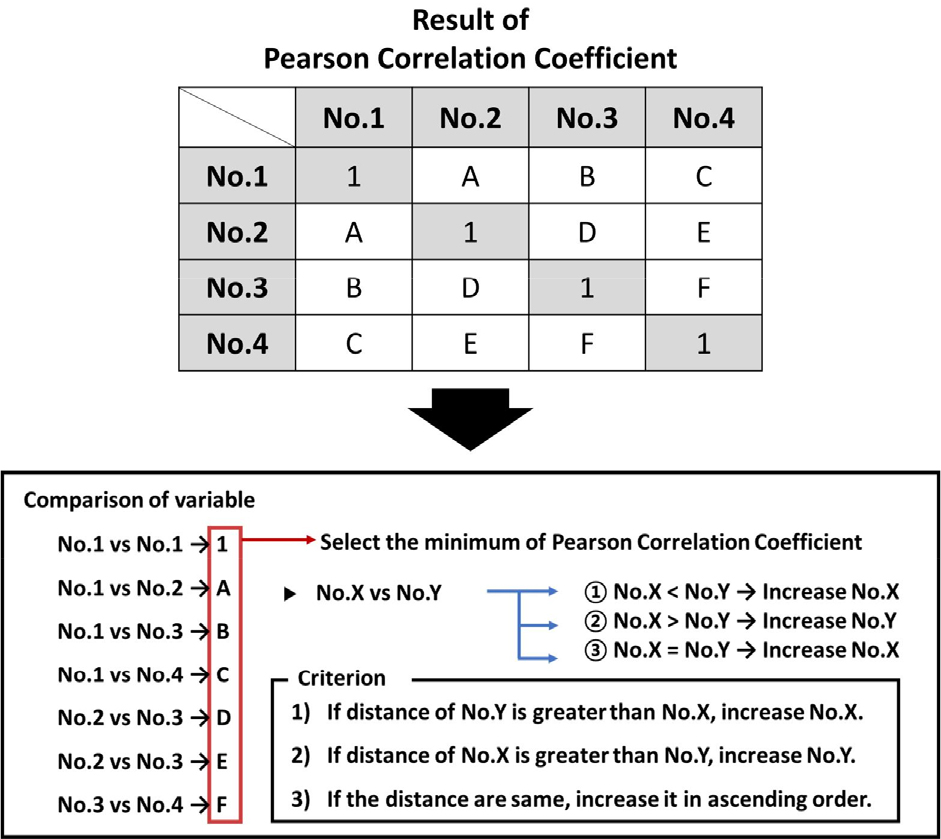
본 연구에서는 피어슨 상관관계 분석 방법을 통계분석 알고리즘 프로그램에 활용하였다. 구조물 인상 시 기존의 인상 시스템은 기계적 장비 특성상 각 인상 지점의 인상량에 편차가 발생할 수 있다(Fig. 1(a)). 통계분석 알고리즘은 각 인상 지점에 설치된 거리 측정 센서로부터 수집된 인상량을 변수로 활용하여 선형관계를 분석한다. 선형 관계가 가장 약한 두 지점을 선정하고, 두 지점 중 인상량이 낮은 지점을 다음 인상 지점을 선정하여 선형관계를 개선하며(Fig. 1(b)) 인상을 수행한다. 선정된 두 지점의 인상량이 같은 경우 오름차순으로 정렬한 후 인상을 수행한다(Fig. 2).
2.2 사분위수 기법을 활용한 유압시스템 안전성 모니터링
사분위수는 다수의 데이터로 구성된 표본을 오름차순으로 정렬한 후 4등분했을 때 각 등위에 해당하는 값이며, 제 1사분위수(), 제 2사분위수(), 제 3사분위수()로 나타낸다. 에서 을 뺀 값은 사분위수 범위(interquartile range, IQR)로 정의하며, 이는 표본 데이터의 산포도를 나타낼 수 있다. 표본 내의 다른 데이터와 비교했을 때, 극단적으로 크거나 작은 값을 이상치(outlier)로 정의하며, 식 (2)와 (3)으로 나타낼 수 있다.
여기서, 는 각각 최소 수용 이상치 한계(lower fence), 최대 수용 이상치 한계(upper fence)를 나타낸다. 과 보다 작거나 큰 값을 이상치로 간주한다(Fig. 3). 예를 들어, -5, -2, 1, 2, 4, 5, 6, 8, 9, 15, 20으로 구성된 데이터 표본에서 중앙값인 5보다 작은 데이터들의 중앙값은 1이며, 이를 으로 정의한다. 또, 중앙값보다 큰 데이터들의 중앙값은 9이며, 이를 로 정의한다. 에서 을 뺀 값인 8이 사분위수 범위이며, 식 (2)와 (3)을 이용하여 과를 각각 -7과 17로 계산할 수 있다. -7보다 작은 값과 17보다 큰 값을 이상치로 분류하므로, 해당 예시에서는 20이 이상치로 분류된다(Hodge and Austin, 2004). 본 연구에서는 피어슨 상관관계를 통해 인상량을 분석하여 정밀한 동시 인상이 가능한 것뿐만 아니라, 사분위수 기법을 활용한 유압시스템의 실시간 모니터링으로 안전성을 향상하였다. 실시간으로 측정되는 유압시스템의 압력 데이터를 사분위수 기법으로 분석하여 이상치에 해당하는 압력 감지 시 시스템의 작동이 중단되거나 알림을 통해 안전사고를 사전에 차단할 수 있도록 하였다. 각 데이터의 분석 결과는 프로그램 메인화면에 나타내어 실시간으로 확인할 수 있도록 프로그램을 제작하였다(Fig. 4).


3. 동시 인상이 가능한 3D 콘크리트 프린팅
3.1 자동화 동시 인상 시스템
본 연구에서는 개발한 프로그램과 인상 시스템을 연계하여 자동화 동시 인상 시스템으로 구축하였다. 인상 시스템은 구조물을 인상하는 유압잭(linear-actuator, Fig. 5(a)), 각 인상 지점별 인상량을 측정하는 거리측정센서(Fig. 5(b)), 유압잭과 거리측정센서를 제어하는 마이크로컨트롤러(micro-controller, Fig. 5(c)), 인상 시스템과 프로그램을 제어하는 메인 컨트롤러(main-controller, Fig. 5(d))로 구성되어 있다. 인상하고자 하는 구조물의 인상 지점에 유압잭과 거리측정센서를 설치하여 인상량과 유압잭의 압력을 측정한다. 마이크로컨트롤러는 각 지점의 장치들과 직접 연결되어 신호를 주고받고, 측정한 데이터를 필터링하여 메인 컨트롤러로 전달한다. 메인 컨트롤러는 각 지점의 인상량과 압력 데이터를 수신하여 프로그램을 통해 인상량 및 압력을 분석하고, 동시 인상 및 안전한 인상을 가능하게 한다.

3.2 동시 인상이 가능한 3D 콘크리트 프린팅
통계분석 알고리즘 프로그램을 활용한 자동화 동시 인상 시스템은 정밀한 동시 인상이 가능하며 실시간 모니터링이 가능하므로 유지보수를 위한 구조물 인상 이외에도 다양한 분야에 적용할 수 있다. 그중, 3D 프린팅을 건설 산업에 접목한 3D 콘크리트 프린팅(3D concrete printing)에 활용할 수 있다. 3D 콘크리트 프린팅은 설계한 구조물의 형상 및 치수를 만족하도록 구성된 g-code를 입력하면 3D 프린터가 콘크리트를 출력하여 시공하는 방법이다. 3D 콘크리트 프린터는 일반적으로 갠트리(gantry) 혹은 로봇암(robotarm) 방식(Fig. 6)의 구동계로 콘크리트를 출력하여 구조물을 시공한다. 각각의 방식 모두 노즐이 이동할 수 있는 구역이 장비의 규모에 따라 정해지므로 출력할 수 있는 구조물의 크기가 제한될 수 있다. 본 연구에서는 자동화 동시 인상 시스템을 3D 콘크리트 프린팅에 적용하였다. 자동화된 시공을 위해 많은 부품이 구성되어 있어 무게중심이 고정되지 않아 인상 시 장비의 이탈이 발생할 수 있다. 그리고 장비가 정확한 수평을 만족하지 않으면 콘크리트가 일정하게적층 되지 않는다. 따라서, 통계분석 알고리즘 프로그램을 기반한 자동화 동시 인상 시스템을 3D 콘크리트 프린팅에 적용하여 출력 품질은 유지하고 큰 규모의 구조물을 출력할 수 있도록 하였다.

4. 동시 인상 3D 콘크리트 프린팅 성능 분석
4.1 3D 콘크리트 프린팅 축소모델
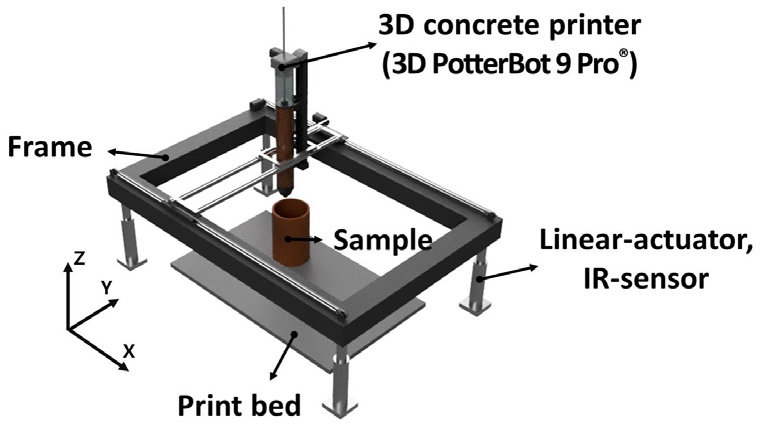
자동화 동시 인상 시스템을 적용한 3D 콘크리트 프린팅의 축소모델을 구축하여 성능을 분석하였다. 3D 콘크리트 프린터는 3D POTTER사의 3D PotterBot 9 Pro®를 이용하였으며, 기존 프린터의 구동계는 제거하고 갠트리 타입으로 제작하였다. 프레임(frame)의 각 모서리를 인상 지점으로 선정하여 거리측정센서와 유압잭을 설치하였고(Fig. 7), 인상 시 인상량과 압력을 측정하도록 하였다. 기존 장비(3D PotterBot 9 Pro®)가 출력할 수 있는 높이의 콘크리트를 출력한 후 인상 장치가 작동하여 프레임 및 3D 콘크리트 프린터를 인상하였다. 그리고 콘크리트를 다시 출력하여 기존의 장비보다 더 큰 규모의 콘크리트를 출력할 수 있도록 하였다. 인상 시 실시간으로 측정되는 인상량과 유압잭의 압력을 프로그램을 통해 분석하여 정밀한 인상이 가능하도록 구축하였다.
4.2 3D 콘크리트 프린팅 시편
동시 인상이 가능한 3D 콘크리트 프린팅의 성능을 분석하기 위해 콘크리트 원주형 공시체(D = 100mm, H = 200mm)를 출력하였다. 3D 콘크리트 프린터 노즐의 직경이 6mm이므로, 필라멘트(filament)의 폭과 높이는 각각 5mm, 18mm로 설계하였다(Fig. 8). 원주형 공시체의 높이를 만족하기 위해 총 40층을 적층하도록 g-code를 구성하였다. 안정적인 콘크리트 출력을 위해 출력 속도를 550mm/min으로 선정하였으며, 동일한 경로를 높이 방향에 따라 출력하도록 설계하였다(Fig. 9). 동시 인상이 가능한 3D 콘크리트 프린팅의 성능을 분석하기 위해 설계한 시편 높이의 절반인 20층을 먼저 적층하고, 인상 장치로 장비를 인상시킨 후 나머지 20층을 적층하였다. 40층을 연속으로 적층한 콘크리트 원주형 공시체를 함께 출력하여 시편을 비교・분석하였다. 출력에 사용된 콘크리트의 배합은 선행연구에서 적층성(buildability)과 출력성(extrudability)을 고려하여 제시한 3D 프린팅 콘크리트 배합을 활용하였다(Kim et al., 2022a, Table 1).


Table 1
Mix design (W/B: Water/Binder ratio W: Water, S: Fine aggregate, C: Cement, F: Fly ash,SF: Silica fume, SP: Superplasticizer, AE: Air-entraining agent, T: thickener)
| Sample |
W/B (%) | Material composition [g] | |||||||
| W | S | C | F | SF | SP | AE | T | ||
|
3D printing concrete | 27 | 270 | 1000 | 700 | 200 | 100 | 20 | 5.68 | 5 |
4.3 실험 조건 및 방법
3D 콘크리트 프린팅은 노즐과 프린트 베드(print bed)간의 설계상 높이와 실제 출력 시의 높이가 다르면 출력 품질이 저하될 수 있다. 출력 시의 높이가 설계상 높이보다 낮으면 출력되는 콘크리트가 과도하게 퍼져 필라멘트의 폭이 급격히 커진다. 이와 반대로 높이가 높은 경우, 필라멘트의 높이가 커져 층 사이의 부착력이 급격히 감소하므로 필라멘트의 이탈 등으로 콘크리트 시편이 전도될 수 있다(Huang et al., 2022). 3D 콘크리트 프린팅은 굳지 않은 콘크리트(fresh concrete)를 출력하는 것이므로 하부에 위치한 콘크리트는 상부의 자중으로 변형이 발생할 수 있으며, 하부 변형 시 상부에도 영향을 끼친다(Aramburu et al., 2022). 따라서, 정밀한 인상이 이루어지지 않으면 3D 콘크리트 프린팅은 설계한 필라멘트의 치수와 다르게 콘크리트가 출력되며, 적층될수록 그 차이가 크게 발생한다.
본 연구에서는 동시 인상이 가능한 3D 콘크리트 프린팅으로 출력한 시편을 3D 스캐너(Fig. 10(b))로 촬영하여 가상 시편(Fig. 10(a))을 제작하였고, 각 층의 직경과 시편의 교차각(angle of intersection)을 확인하였다. 3D 콘크리트 프린팅은 거푸집을 사용하지 않으므로 표면의 요철 등으로 인해 시편이 고르지 않을 수 있다. 3D 스캐너를 활용하면 시편의 형상과 치수를 정확히 측정할 수 있으므로 촬영 후 가상 시편을 제작하여 분석에 사용하였다. 3D 스캐닝은 0.2mm 해상도와 다양한 연구에서 활용되는 포인트 클라우드(point cloud)기법으로 진행하였다(Kim et al., 2020; Wang and Kim, 2019).

제작한 가상 시편에서 각 층의 직경을 측정하였고, 최소 제곱법(method of least squares)을 활용하여 각 층의 직경 변화량을 확인하였다. 시편의 교차각은 시편 중심으로부터 끝단까지의 거리를 각 층마다 측정하여 그래프에 나타내고, 선형회귀 모형을 만들어 기울기 값으로 시편의 교차각을 계산하였다(Fig. 11). 실험에는 자동 인상이 가능한 3D 콘크리트 프린팅으로 출력한 시편과 기존 3D 콘크리트 프린팅으로 출력한 시편을 함께 이용하여 그 결과를 비교・분석하였다.

4.4 실험 결과 비교・분석
동시 인상이 가능한 3D 콘크리트 프린터와 기존의 3D 콘크리트 프린터로 출력한 시편의 직경과 교차각을 비교・분석하였다. 동시 인상이 가능한 3D 콘크리트 프린터로 출력한 시편은 시편 총 높이(200mm, 40층)의 절반인 20층을 출력하고, 장비를 인상한 후 나머지 절반을 출력하였다. 따라서, 1층에서 40층까지 층마다 직경을 측정하여 곡선으로 나타내 분석하였으며, 층에 따른 직경 변화 추이를 확인하였다. 인상 전과 후를 비교하기 위해 각 시편별로 하부(1층~20층)와 상부(21층~39층)로 구분하여 직경 변화 추이를 계산하였으며, 비교・분석하였다.
두 시편 모두 층이 높아짐에 따라 직경이 작아지는 것을 확인할 수 있다(Fig. 12). 상부의 콘크리트 자중으로 하부 콘크리트에 변형이 발생하여 상부 콘크리트의 필라멘트 높이가 커지고 폭이 작아져 이와 같은 현상이 나타나는 것으로 판단된다. 3D 프린터가 인상된 이후인 Zone 2(21층~39층, Table 2)의 직경 변화 추이를 비교했을 때, 기존 3D 콘크리트 프린팅은 -0.1959 mm/층, 동시 인상이 적용된 3D 콘크리트 프린팅은 -0.0989 mm/층으로 더 낮은 것을 확인하였다.

Table 2
Diameter changing rate of specimens
각 시편의 Zone 1(1층~20층, Table 2)과 Zone 2의 직경 변화 추이를 비교해 보면, 기존의 3D 콘크리트 프린팅은 층이 높아짐에 따라 약 9배 이상 증가한 것을 확인할 수 있다. 반면에 인상이 적용된 3D 콘크리트 프린팅은 3배 증가로, 인상이 적용되지 않은 3D 콘크리트 프린팅보다 직경 변화 추이가 적은 것을 확인할 수 있다. 이는 인상 시 인상량을 프로그램을 통해 분석하고 개선하며 장비를 인상하므로, 기저면의 불균형까지 고려하여 정밀한 인상이 가능한 것으로 판단된다.
각 층의 수직 적층성을 조사하기 위해 수직으로 적층된 정도를 나타내는 교차각을 조사하였다. 교차각은 적층된 실린더의 양 옆면에 접하는 직선이 이루는 각으로(Fig. 13), 구조물이 완전한 수직으로 적층이 된 경우 교차각이 0°가 된다. 전체 시편의 교차각을 확인하기 위해 1층에서 39층까지의 측면 형상을 이용하여 프로파일을 나타낸 후 선형 회귀 모델로 각 시편의 교차각을 계산하며, 그 결과를 Table 3에 나타내었다.

Table 3
Angle of intersection of specimens
| Specimens | W/O jack-up system specimen | W/ jack-up system specimen | ||
| Layer Range |
Zone 1 (1st-20th) |
Zone 2 (21th-39th) |
Zone 1 (1st-20th) |
Zone 2 (21th-39th) |
|
Angle of intersection [°] | 0.25 | 2.25 | 0.37 | 1.13 |
Zone 1에서 기존 3D 콘크리트 프린팅으로 출력한 시편의 교차각은 약 0.25°이며, 동시 인상을 적용한 3D 콘크리트 프린팅 시편은 약 0.37°으로, 동시 인상을 적용한 경우가 더 높게 계산되었다. 반면에, Zone 2에서 기존 3D 콘크리트 프린팅은 2.25°, 동시 인상이 적용된 3D 콘크리트 프린팅은 1.13°로 더 낮게 측정되었으며 교차각의 증가폭이 더 적은 것을 확인하였다. 하단부가 적층된 후 경화되는 시간(약 3분)이 경과하여 안정화된 효과도 있으나, 동시 인상이 가능한 3D 콘크리트 프린팅의 경우 인상 시스템으로 3D 콘크리트 프린터 인상 시 인상량을 분석하여 정밀한 인상을 수행한 것으로 판단된다. 제안된 시스템은 장비의 수평 등을 잘 맞춰 출력 품질을 증가시킬 수 있을 것으로 기대된다.
5. 결 론
본 연구에서는 자동 인상 시스템을 3D 콘크리트 프린팅에 적용하여 동시 인상이 가능한 3D 콘크리트 프린팅으로 개발하였다. 3D 콘크리트 프린팅에 인상 시스템을 적용하면, 기존의 3D 콘크리트 프린팅 장비의 규모보다 더 큰 구조물을 출력할 수 있으므로 효율적으로 구조물을 출력할 수 있다. 3D 콘크리트 프린팅은 우수한 출력성 및 적층성이 요구되므로, 통계분석 알고리즘을 통해 정밀한 인상이 가능한 동시 인상 3D 콘크리트 프린팅 용도로 개발하였고 성능을 분석하였다.
동시 인상이 가능한 3D 콘크리트 프린팅과 기존의 3D 콘크리트 프린팅을 이용하여 시편을 출력하였고, 3D 스캐너를 이용하여 시편을 촬영한 후 가상 시편을 제작하여 정확한 치수를 측정하였다. 각 시편의 직경을 측정한 결과 두 시편 모두 층이 높아짐에 따라 직경이 감소하였고 직경 변화 추이는 동시 인상이 가능한 3D 콘크리트 프린팅 시편이 기존 3D 콘크리트 프린팅 시편보다 약 50% 낮은 것으로 확인하였다. 또한, 각 시편의 하부와 상부를 비교해 보면 동시 인상을 적용했을 때 직경 변화 추이가 현저히 적게 나타나는 것을 확인하였다.
각 시편의 수직 적층성을 나타내는 교차각은 시편 전체를 이용하여 계산하였으며, 그 결과 Zone 2에서 동시 인상이 가능한 3D 콘크리트 프린팅 시편이 기존 3D 콘크리트 프린팅 시편 대비 약 50% 우수하게 측정되었다. 반면 Zone 1에서 동시 인상이 가능한 3D 콘크리트 시편이 비교적 큰 교차각을 확인할 수 있었다. 동시 인상에 소요되는 시간으로 인해 시편 하부의 변형이 발생한 것으로 분석되며, 이를 단축함으로써 3D 콘크리트 프린팅의 적층성에 미치는 영향을 최소화할 수 있을 것으로 보인다. 동시 인상이 가능한 3D 콘크리트 프린팅이 기존 3D 콘크리트 프린팅보다 더 정밀하게 인상되어 높은 품질의 콘크리트를 출력할 수 있고 기존 장비의 규격보다 더 큰 구조물을 출력할 수 있을 것으로 판단된다.
통계분석 알고리즘을 기반하여 개발한 자동화 동시 인상 시스템을 3D 콘크리트 프린팅에 적용 시 장비를 정밀하게 인상하여 출력 품질을 개선시키고 우수한 적층성을 갖는 것으로 확인하였다. 향후에는 보다 많은 시편을 출력하여 재현성을 확인하고, 규모가 큰 구조물을 출력하여 성능을 분석한 후 다양한 출력 경로(pattern)를 갖는 시편을 출력하여 적층성 및 출력 성능을 평가할 예정이다. 또한, 규모가 큰 동시 인상이 가능한 3D 콘크리트 프린팅을 구축하여 성능 분석 및 현장 적용성 평가에 관한 연구를 진행할 예정이다.
